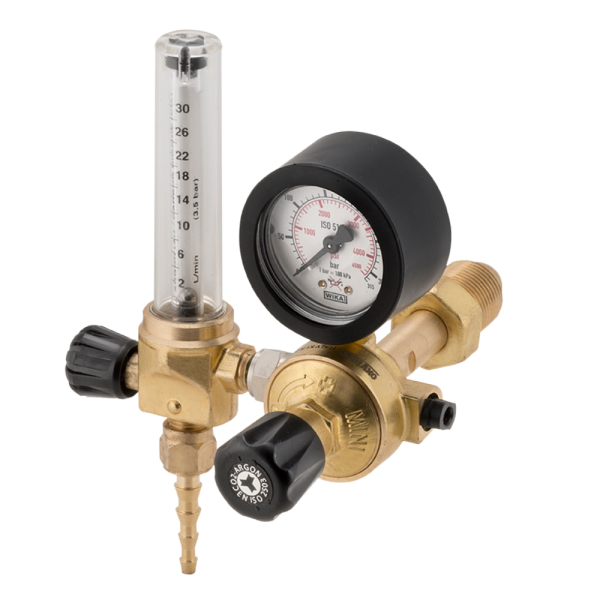
| Content | RIDUTTORE OXYTURBO MINI ARGON/CO₂ CON FLUSSOMETRO - TESTATI FINO A 300 BAR
Il Riduttore Oxyturbo Mini Argon/CO₂ con flussometro risponde in modo eccellente alle necessità dei saldatori esigenti e dei tecnici che cercano un controllo immediato del gas. Infatti, lo strumento è ideale per chi opera quotidianamente con riduttori di pressione per bombole ricaricabili in processi in cui la stabilità del flusso è fondamentale. Nella saldatura a filo o TIG, in particolare, la gestione accurata della portata rappresenta un fattore critico. Di conseguenza, anche la minima fluttuazione può compromettere la qualità del cordone. Proprio per ovviare a questo problema, la presente versione è dotata di un flussometro a taratura fissa a 3,5 bar accoppiato a una scala di regolazione 0-30 l/min. Questo componente è particolarmente indicato per lavori in cui la misurazione della portata richiede una maggiore immediatezza e un'assoluta precisione nella lettura visiva.
Sotto il profilo della sicurezza, il dispositivo vanta una robustezza strutturale di altissimo livello. Al fine di proteggere l'operatore e garantire la massima affidabilità, l'intero corpo del riduttore è accuratamente testato fino a 300 bar di pressione complessiva. Questo livello di resistenza previene qualsiasi cedimento strutturale dovuto a picchi improvvisi d'ingresso dalla bombola ricaricabile. In questo modo si impedisce che il sovraccarico danneggi le tubazioni o comprometta la sensibilità degli organi interni di regolazione.
Inoltre, lo strumento mantiene gli ingombri straordinariamente contenuti tipici della serie mini. Questa caratteristica lo rende la scelta d'elezione per gli equipaggiamenti mobili, le officine compatte e gli interventi di manutenzione che richiedono rapidità di spostamento. Nonostante la compattezza, l'integrità del sistema di misurazione è salvaguardata in modo impeccabile. Il dispositivo è infatti fornito completo di cuffia di protezione sul manometro. Questa speciale protezione in gomma ad alta densità avvolge il quadrante, azzerando il rischio di rotture accidentali del vetro o disallineamenti della lancetta causati da urti da officina. Infine, la connessione in uscita è affidata a un raccordo portagomma fisso PG D6.5mm, che assicura un innesto rapido e a perfetta tenuta stagna del tubo gas verso la saldatrice.
SPECIFICHE TECNICHE:
NB: Le immagini e le informazioni tecniche riportate nella presente descrizione sono a scopo puramente illustrativo e potrebbero contenere imprecisioni.
Visualizza la SCHEDA TECNICA |
Cos’è l’acciaio inossidabile?
lega ferrosa con contenuti di cromo ≥ 10,5% e di carbonio ≤ 1,2% necessari per costituire, a contatto dell’ossigeno dell’aria o dell’acqua, uno strato superfi- ciale sottilissimo e trasparente in grado di resistere alla corrosione e denominato “strato passivato”.
Principali famiglie
Ossigeno
Strato superficiale “passivato”
Massa di acciaio inossidabile
Austenitico:
Ferritico: Martensitico: Duplex:
ferro-cromo-nichel, carbonio < 0,1% (p.e. il tipo 1.4301/304, noto come 18/8; 18/10) non magnetico allo stato di fornitura; > 65% dell’uso mondiale di acciaio inossidabile ferro-cromo, carbonio < 0,1%, magneticoferro-cromo, carbonio > 0,1%, magnetico e temprabile ferro-cromo-nichel, a struttura mista austeno-ferritica, magnetico
Principali proprietà
Resistenza alla corrosione – aspetto estetico – resistenza al calore – basso costo di manutenzione – riciclabile – biologicamente neutro – facilità di fabbricazione e pulizia – rapporto resistenza/peso
Gli acciai inox (o acciai inossidabili) sono leghe di ferro caratterizzate, oltre alle proprietà meccaniche tipiche degli acciai al carbonio, da una notevole resistenza alla corrosione, specie in aria umida o in acqua dolce.
Tale capacità di resistere alla corrosione è dovuta alla presenza di elementi di lega, principalmente cromo, in grado di passivarsi, cioè di ricoprirsi di uno strato di ossidi sottile e aderente, praticamente invisibile, di spessore pari a pochi strati atomici (dell'ordine dei 3-5 × 10−7 mm), che protegge il metallo, o la lega, sottostante dall'azione degli agenti chimici esterni.
Gli acciai inossidabili sono caratterizzati da un tenore di carbonio generalmente inferiore al 1,2%. Il contenuto minimo di cromo "libero", ossia non combinato con il carbonio, si aggira tra l'11-12% per poter avere formazione dello strato di ossido "passivante" continuo, protettivo nei confronti dalla corrosione. Il cromo nella lega, infatti, combinandosi con il carbonio, può formare carburi di cromo, che limitano la disponibilità di tali elemento di lega a formare ossidi e, quindi, di passivarsi.
Elettrodi per la saldatura degli acciai inossidabili del tipo 18/8 rivestimento rutil-basico Il deposito austenitico-ferritico a tenore di ferrite a basso contenuto di C (0,03 max) Salda a contatto con fusione dolce, elettrodo verticale, arco corto e scoria facilmente asportabile. Rivestimento studiato per assorbire il meno possibile di umidità. La temperatura di servizio va da -196°C a + 350°C
Indicato per tutti i lavori di carpenteria di inossidabile, tubazioni, condotte, scambiatori. | Gli abrasivi sono sostanze naturali o artificiali di grande durezza usati nelle lavorazioni meccaniche, Essi hanno innumerevoli usi per innumerevoli materiali, a seconda della quale cambia il supporto, alcune applicazioni sono: l'affilatura, il taglio, saponi abrasivi, paste abrasive.
Gli abrasivi naturali più noti sono il quarzo, il corindone, la silice, la pomice, l'arenaria, il diamante, lo smeriglio, la farina fossile, il granato. Tra quelli artificiali ci sono gli ossidi di alluminio, di cromo, di ferro, l'azoturo di boro, il carburo di silicio, il vetro, il carburo di boro.
L'utilizzo degli abrasivi può essere fatto sotto forma di polvere; applicati a fogli di carta o tela; oppure sinterizzati per formare mole o pietre abrasive.
La caratteristica più importante degli abrasivi è la durezza e vi sono vari metodi per misurarla. Il più antico è rappresentato dalla scala di Mohs, di facile applicazione e specifica per i minerali: consiste nella successione di 10 specie minerali ove quello che segue è in grado di scalfire il minerale che lo precede. Questa scala è approssimativa e non lineare per cui sono state introdotte altre scale di durezza, fra le quali la Scala di Knoop, che esprime la misura della durezza in kg/mm2 ed è particolarmente adatta per i materiali fragili e molto duri.
La misura della durezza viene eseguita tramite i durometri, strumento che preme con una determinata pressione una punta di diamante (al fine di non essere deformabile) nel materiale di cui si ricerca la durezza. Il rapporto numerico fra il carico applicato (peso in kg) e la sezione massima dell'incisione (lunghezza in mm) produce il valore della durezza (kg/mm²).
Altro fattore di importante considerazione è la natura chimica, in quanto caratterizza il comportamento dell'abrasivo in funzione del materiale di contatto. In quanto ci troviamo in condizioni di lavoro ad elevata temperatura ed energia cinetica e quindi vengono favorite tutte le reazioni chimiche endotermiche.
Un esempio è la reazione che avviene al contatto del carburo di silicio con il ferro: A SiC + 4Fe → FeSi + Fe3C - Inoltre sia il ferro che il carburo di silicio sono ossidabili con la normale atmosfera. Quindi oltre la durezza bisogna tener presente anche la natura chimica dell'abrasivo, per cui, riferendoci al caso precedentemente citato; il carburo di silicio non è utilizzato per materiali ferrosi ma è ottimo per il vetro. Al contrario l'allumina non è adatta alla smerigliatura del vetro ma è eccellente per il ferro.
Riferendosi sempre all'allumina, l'ossigeno contenuto nell'atmosfera aiuta nelle operazioni di smerigliatura; in quanto la formazione dell'ossido di ferro impedisce che i trucioli distaccatesi si saldino al metallo o all'abrasivo stesso; al contrario i gas inerti quali argo, azoto e anidride carbonica ostacolano l'abrasione. In generale i composti solforati e clorurati hanno un'azione antiossidante nei confronti dei metalli e quindi utilizzati nei processi abrasivi per questi ultimi.
Un ultimo fattore influenzante, ma non meno importante, è la grana di un abrasivo, cioè il diametro medio delle sue particelle o grani. La granatura di un abrasivo è classificata tramite una scala internazionale in cui ogni valore della scala corrisponde a un determinato valore medio dei granuli e al numero di maglie per pollice lineare del setaccio impiegato per la vagliatura dei grani. Per grane estremamente fini (< 50 µm) è utilizzato il metodo della sedimentazione in acqua. In questa scala internazionale il valore della grana è inversamente proporzionale al diametro medio dei grani, cioè un valore alto della grana corrisponde un diametro dei grani più fini.
La grana influisce sulla finezza della lavorazione e sulla rugosità della superficie, in quanto questi parametri sono regolati dalla velocità d'esercizio (nel caso di una mola velocità di rotazione) e dalla grana; una grana maggiore (grani di minor diametro) corrisponde a una minore rugosità e maggiore finezza, così come una velocità elevata d'esercizio.
La scabrezza di una superficie o grado di finitura è determinata con il profilometro o rugosimetro il quale misura lo scostamento dei punti della superficie reale rispetto una superficie liscia ideale, espresso come scarto quadratico medio in μm (RMS root mean square). Quindi ad una maggiore finezza corrisponde un minor valore del profilometro
Ottimi questi Dischi da Taglio CD Pegatec mm.125 x 3,2 a centro depresso Pegatec per le prestazioni e la qualità.
Confezioni da 40 pz in imballi offerta da 240 pz. | Le nuove torce a filo TMAX 300 HD hanno un'angolo di curvatura per un più facile scorrimento del filo, e quindi un bagno di saldatura più omogeneo.
La capacità di dissipazione del calore è migliorata e quindi questa nuova torcia a filo TMAX 300 HD migliora la durata dei ricambi. La maneggevolezza è ottimizzata in tutte le posizioni di saldatura.
L'attacco standard corrisponde a quello Euro. Le parti che compongono la torcia TMAX 300 HD sono:
Impugnatura
Isolante (in bianco) e inserto filettato per la guida del filo (in giallo)
Ugello per il gas di protezione
Pattino di contatto fra alimentazione elettrica e filo (guidafilo)
Bocchello di alimentazione del gas di protezione
In alcuni casi la torcia ha un circuito di refrigerazione alimentato con acqua.
Chiedere per email uno spaccato con i codici delle parti che compongono la torcia TMX 300 HD da metri 3 Cod. MA 6275 - Il procedimento di saldatura MIG/MAG è un procedimento a filo continuo in cui la protezione del bagno di saldatura è assicurata da un gas di copertura, che fluisce dalla torcia sul pezzo da saldare. Il fatto che sia un procedimento a filo continuo garantisce un'elevata produttività al procedimento stesso, e contemporaneamente la presenza di gas permette di operare senza scoria (entrambe queste caratteristiche aumentano l'economicità del procedimento nei confronti della saldatura a elettrodo). La saldatura MIG/MAG, come tutti i procedimenti a filo continuo, è un procedimento derivato dall'arco sommerso, ma, nei confronti quest'ultimo, ha il vantaggio che l'operatore può tenere l'arco sotto osservazione diretta, quindi può controllare l'esecuzione della saldatura come nei procedimenti a elettrodo (elettrodo rivestito e TIG), altri vantaggi nei confronti dell'arco sommerso sono la mancata formazione di scoria e la possibilità di saldare anche in posizioni non piane.
Usare per la saldatura su Acciai al Carbonio, le nuove miscele HP1 chiedete le quotazioni delle nostre bombole in noleggio. | I riduttori di pressione per Ossigeno MAXY Smart sono estremamente affidabili e dai costi contenuti, progettati e costruiti in totale conformità alla norma EN ISO 2503 per garantire un accurato e sicuro utilizzo dei gas anche alle basse pressioni. Questi riduttori di pressione per ossigeno dotati di valvola di scarico automatico delle sovrapressioni e di filtro in bronzo sinterizzato in ingresso alla capsula integrata. La regolazione della pressione è estremamente lineare e morbida grazie a una nuova manopola ergonomica. Il corpo del riduttore è in ottone, particolarmente curato nel design, decapato per poter durare nel tempo senza ossidazioni. Una struttura molto solida per un riduttore di pressione ossigeno a comando verticale ed attacco laterale, progettato e costruito per garantire un accurato e sicuro utilizzo dei gas. La manopola ergonomica permette al saldatore di regolare la fiamma nel corso delle operazioni di saldatura in modo tale che resti sempre neutra e riducente. Questi riduttori di pressione ossigeno sono particolarmente indicati per utilizzi gravosi di taglio nel settore della demolizione e nella siderurgia. Maxy Smart
Utilizzo Realizzato per pressioni intermedie, consente un elevato risparmio di gas nella versione CO2.
Precisi, robusti, affidabili Questi riduttori di pressione ossigeno consentono un'elevatissima affidabilità con soluzioni interne che garantiscono la praticità d'uso e la funzionalità alle massime erogazioni.
Caratteristiche tecniche: Ossigeno: K classe riduttore 3 - P2 pressione di esercizio 10 bar - Q1 erogazione tipo 30 m³/h Acetilene:K classe riduttore 2 - P2 pressione di esercizio <1,5 bar - Q1 erogazione tipo 5 m³/h Propano: K classe riduttore 1 - P2 pressione di esercizio 4 bar - Q1 erogazione tipo 5 m³/h Azoto: K classe riduttore 3 - P2 pressione di esercizio 10 bar - Q1 erogazione tipo 30 m³/h CO2 - Argon - Mix: K classe riduttore 1 - P2 pressione di esercizio 4 bar - Q1 erogazione tipo <1,5 m³/h ATTACCO LATERALE COMANDO VERTICALE MANOMETRI Ø 63 USCITA ⅜ " Gas
Tutti i nostri riduttori per ossigeno hanno superato con successo la prova di incendiabilità prevista dalla norma ISO 2503
| Detta anche saldatura puntuale (spot welding in inglese) o chiodi di saldatura, spesso realizzata tramite saldatrici ad induzione, è un tipo di saldatura a resistenza e consiste nel far combaciare le parti di materiale da saldare e nel comprimere i due pezzi mediante una macchina. Successivamente, il passaggio di energia elettrica scalda i corpi da saldare fino ad arrivare al punto di fusione in meno di 15 secondi, unendo così i due materiali da un chiodo interno particolarmente resistente che dura nel tempo. Questo genere di saldatura è adottata in molti centri di presagomatura per rendere staffe doppie prodotte in un unico passaggio più rigide e quindi maneggiabili
SPOT INVERTER DECA SW 15 ALLUMINIO
- Il modello SW15 è un generatore in corrente continua DC adatto per lavori di puntatura, di fissaggio di perni da 3 a 8 mm soprattutto su carrozzerie in alluminio.
- Progettato ad alto risparmio energetico
- Saldatura a scarica di condensatori
- Cambio tensione alimentazione 115 - 230 automatico
- Salda perni di diametro da 3 a 8 mm
- Adatto per carrozzieri, istallatori. manutentori, e settore termotecnica.
- Si può utilizzare su acciaio, acciaio inox, acciaio galvanizzato, ottone, alluminio.
- Non provvoca alcuna alterazione della superficie opposta anche se verniciata, plastificata o zincata.
- * Protezione motogeneratore +/- 15%
- Peso estremamente contenuto
|

















Recensioni
Ancora non ci sono recensioni.