| Description | Il riduttore Oxyturbo Maxysmart Argon C/Manopola e Cuffia + 2 Flux rappresenta la soluzione professionale ideale per ottimizzare i tempi e raddoppiare la produttività in officina. Costruito rigorosamente in Classe K 1 per gestire in totale sicurezza bombole fino a 200 bar, questo dispositivo si distingue per la presenza di due flussometri indipendenti. Di conseguenza, il sistema è perfetto per eseguire saldatura e purga TIG simultanee, alimentando due linee autonome da una singola bombola. Vanta una fluida manopola di regolazione 0-4 barper un controllo millimetrico del gas e una robusta cuffia di protezione che preserva i componenti dagli urti. Nonostante la doppia erogazione e le uscite G1/4, il riduttore mantiene un design compatto dal peso di solo 1 kg, unendo massima flessibilità e leggerezza sul campo. |
Applicazioni: Aria condizionata, refrigerazione, idraulici-installatori, industria elettrica.
Condizioni d’uso: Lega brasante a base argento con ottime caratteristiche di fluidità, capillarità e resistenza meccanica. Utilizzata per giunti in acciaio, rame, leghe di rame, nichel, leghe di nichel
Formati: Filo, barretta, nastro, anello, preformato, polvere
| Ideale per Carrozzeria e per piccole saldatrici a filo anche portatili | ACCIAIO INOX A RIVESTIMENTO BASICO
Consultarci per email o sulle informazioni alla sezione "l'esperto risponde", se avete dei dubbi.
Il prezzo indicato si intende per ogni pacco da Kg.5 (ordine minimo) | ACCIAIO INOX CON RIVESTIMENTO RUTIL-BASICO
Consultaci per email alla sezione informazioni - "l'esperto risponde" per qualsiasi dubbio tecnico.
Il prezzo indicato si riferisce al pacco da Kg.2 | Regolazione sinergica digitale con microprocessore
Puntatrice e spot con regolazione sinergica
Alimentazione Monofase 400 V
Offerta valida ancora per pochi giorni |
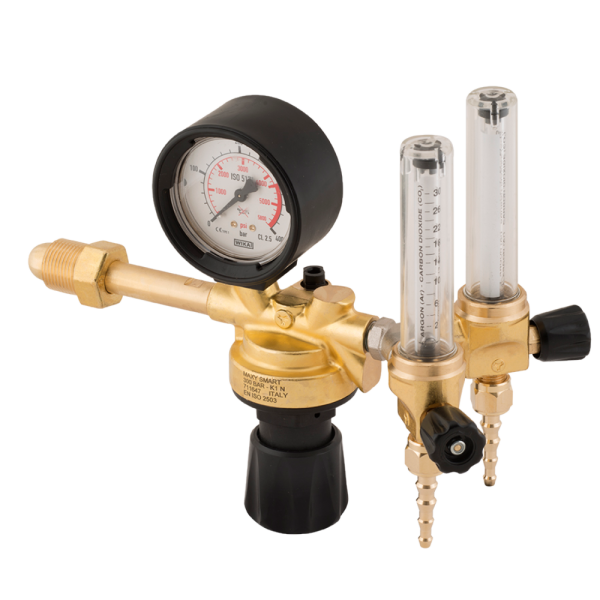
| Content | RIDUTTORE DI PRESSIONE OXYTURBO MAXYSMART ARGON C/MANOPOLA E CUFFIA + 2 FLUX
Il riduttore Oxyturbo Maxysmart Argon C/Manopola e Cuffia + 2 Flux rappresenta la massima espressione di versatilità per i reparti di saldatura avanzati.
Questo riduttore di pressione è concepito specificamente per ottimizzare le lavorazioni TIG e MIG che richiedono un impiego massiccio di Argon puro o miscele pregiate. Infatti, la gestione separata dei flussi è fondamentale quando si desidera alimentare una torcia di saldatura e, contemporaneamente, un sistema di saldatura posteriore per l'insuflaggio del gas di purga. Di conseguenza, l'integrazione di due linee di dosaggio su un unico corpo risolve brillantemente questa necessità logistica.
Per quanto riguarda i componenti di controllo, il dispositivo monta due flussometri a colonna affiancati. Questi consentono di gestire in totale autonomia due erogazioni differenti, lavorando anche con due saldatrici separate collegate alla stessa bombola ricaricabile. Allo stesso tempo, la taratura della pressione di linea avviene tramite l'ergonomica manopola di regolazione della pressione. Il range operativo spazia da 0 a 4 bar, garantendo una modulazione finissima del fluido. Inoltre, per massimizzare la precisione di lettura sulla scala graduata, è necessario operare con la manopola completamente avvitata.
Oltre a ciò, la stabilità d'erogazione è garantita dai rigorosi standard della Classe K 1. Anche durante i prelievi simultanei da entrambi i flussometri, il flusso gassoso non subisce fastidiose oscillazioni termiche o cadute di portata. Per questa ragione, il riduttore è perfetto per sostenere sessioni di saldatura industriali e continuative su bombole ricaricabili fino a 200 bar. In aggiunta, la scocca include una cuffia di protezione rinforzata che avvolge i manometri. Questa barriera protegge i componenti fragili da urti laterali o cadute fortuite in d'officina.
Infine, le due uscite indipendenti adottano la filettatura standard G1/4. Questo passo permette l'allaccio istantaneo e privo di perdite di due linee gas separate, massimizzando l'ordine intorno alla postazione di lavoro. Pertanto, l'officina abbatte i costi fissi legati al noleggio dei parchi bombole. Nonostante la ricca dotazione tecnologica, il peso effettivo si attesta su un solo 1 kg. Di conseguenza, il montaggio e il trasporto risultano estremamente agevoli per qualsiasi operatore.
Vantaggi Operativi
L'operatore incrementa drasticamente la qualità delle saldature su tubazioni o scatolati inox grazie al doppio flusso indipendente. Per di più, è possibile saldare con la torcia principale usando il primo flussometro e proteggere il retro del giunto con il secondo. In questo modo, si elimina definitivamente il rischio di "fioritura" della saldatura senza raddoppiare le bombole in postazione. Tuttavia, la robustezza garantita dalla cuffia di protezione assicura una continuità operativa totale. Di conseguenza, si ottimizzano i tempi di consegna e si incrementa la redditività.
CARATTERISTICHE TECNICHE
- Linea: MaxySmart
- Produttore: Oxyturbo
- Codice Prodotto: 246800.98
- Gas di utilizzo: Argon / Miscele per lavorazioni speciali e purga
- Configurazione: C/Manopola e Cuffia + 2 Flussometri indipendenti
- Pressione massima d'ingresso (P1): 200 bar
- Pressione di esercizio in uscita (P2): 0-4 bar
- Classe di regolazione K: 1
- Sistemi di protezione: Cuffia protettiva rinforzata e doppia regolazione
- Filettatura d'uscita: Doppia connessione standard G1/4
- Peso effettivo: 1 kg
NB: Le immagini e le informazioni tecniche riportate nella presente descrizione sono a scopo puramente illustrativo e potrebbero contenere imprecisioni. |
Per acquistare le barrette per brasatura lega argento NR 600 chiedere la quotazione aggiornata dell'Argento.
Queste Lega per brasatura con basso argento 600 N , hanno una percentuale di Argento medio-basso, e si usa con il nostro disossidante Flux CS
Le Lega per brasatura con basso argento 600 N si usano per eseguire saldature su rame, inox, acciaio al carbonio, cioè con quel procedimento di saldatura dove si porta a fusione il solo metallo d'apporto, tramite una "capillarità" della lega saldante che unisce i materiali. Le leghe sono composte da 3 elementi Argento - Rame - Zinco (leghe ternarie), le variazioni delle percentuali che compongono la lega modificano le temperature di fusione della stessa. La variazione di percentuale modifica anche la colorazione della bacchetta stessa, con più argento il colore è molto chiaro, con meno argento e più Rame il colore diventa più scuro. Il metodo più comune per saldare con queste leghe è con dei cannelli ossi-gas, che generano una fiamma come conseguenza della combustione dell'Acetilene o Propano con l'Ossigeno, raggiungendo temperature molto elevate , fino a 3200°C e fondono velocemente le bacchette che normalmente fondono tra i 690°C e 800 °C
| La Torcia a filo Ergoplus 15/3 raffreddata ad aria, ideale per piccoli lavori di carrozzeria e per impianti a filo portatili. Lunghezza metri 3 corredata con guaina metallica, se necessitano saldature con filo di Alluminio si consiglia di sostituire la guaina metallica con una in Teflon o materiale plastico per evitare problemi di rottura del filo di Alluminio.
La Torcia a filo Ergoplus 15 è inoltre indicata per saldatura su profili angolati, avendo delle dimensioni molto contenute di ingombro e quindi di facile accesso. Chiedere ulteriori informazioni con la nostra torcia a filo Ergoplus 15 con lancia terminale flessibile.
La Torcia a filo Ergoplus 15 nasce con attacco posteriore modello Euro, ma possiamo fornirla con ogni genere di attacco o adattatore, tipo Teco, Miller, Lincoln.
Le Torcia a filo Ergoplus 15 possono essere fornite con 3 lunghezze, da metri 3 (cod. MA7043) da metri 4 (cod. MA7044) e da metri 5 (cod. MA7045) Scegliere la torcia più idonea, rammentando che una torcia troppo lunga su una piccola saldatrice può causare problematiche sul trainafilo e sulla relativa scheda di controllo.
Siamo inoltre in grado di fornirvi tutta la ricambistica per queste torce ed il gas di protezione per saldare Acciaio al Carbonio, Alluminio ed Acciaio inox, chiedeteci informazioni tecniche alla nostra email info@salfershop.com | SEZIONE TECNICA:
Gli acciai inox (o acciai inossidabili) sono leghe di ferro caratterizzate, oltre alle proprietà meccaniche tipiche degli acciaial carbonio, da una notevole resistenza alla corrosione, specie in aria umida o in acqua dolce.
Tale capacità di resistere alla corrosione è dovuta alla presenza di elementi di lega, principalmente cromo, in grado di passivarsi, cioè di ricoprirsi di uno strato di ossidi sottile e aderente, praticamente invisibile, di spessore pari a pochi strati atomici (dell'ordine dei 3-5 × 10−7 mm), che protegge il metallo, o la lega, sottostante dall'azione degli agenti chimici esterni.
Gli acciai inossidabili sono caratterizzati da un tenore di carbonio generalmente inferiore al 1,2%. Il contenuto minimo di cromo "libero", ossia non combinato con il carbonio, si aggira tra l'11-12% per poter avere formazione dello strato di ossido "passivante" continuo, protettivo nei confronti dalla corrosione. Il cromo nella lega, infatti, combinandosi con il carbonio, può formare carburi di cromo, che limitano la disponibilità di tali elemento di lega a formare ossidi e, quindi, di passivarsi.
SEZIONE COMMERCIALE:
Elettrodi per la saldatura dell'acciaio inossidabile 316L rivestimento basico AWS A 5.4 E316L-15 con deposito austenitico al molibdeno con tenore di ferrite a basso contenuto di C (carbonio). Rivestimento insensibile all'umidità. Fusione dolce ed arco stabile esente da spruzzi, scoria facilmente asportabile e cordone molto estetico. Ottima resistenza alla corrosione sottoforma di soluzioni di gas (850°C): acido acetico,benzolo citrico, acido nitrico, acido solforico, acido fosforico. Eccellente resistenza alla corrosione marina. Temperatura di esercizio da -120°C a + 350°C
Peso di ogni pacco Kg. 5 (ordine minimo) |
Cos’è l’acciaio inossidabile?
lega ferrosa con contenuti di cromo ≥ 10,5% e di carbonio ≤ 1,2% necessari per costituire, a contatto dell’ossigeno dell’aria o dell’acqua, uno strato superfi- ciale sottilissimo e trasparente in grado di resistere alla corrosione e denominato “strato passivato”.
Principali famiglie
Ossigeno
Strato superficiale “passivato”
Massa di acciaio inossidabile
Austenitico:
Ferritico: Martensitico: Duplex:
ferro-cromo-nichel, carbonio < 0,1% (p.e. il tipo 1.4301/304, noto come 18/8; 18/10) non magnetico allo stato di fornitura; > 65% dell’uso mondiale di acciaio inossidabile ferro-cromo, carbonio < 0,1%, magneticoferro-cromo, carbonio > 0,1%, magnetico e temprabile ferro-cromo-nichel, a struttura mista austeno-ferritica, magnetico
Principali proprietà
Resistenza alla corrosione – aspetto estetico – resistenza al calore – basso costo di manutenzione – riciclabile – biologicamente neutro – facilità di fabbricazione e pulizia – rapporto resistenza/peso
Gli acciai inox (o acciai inossidabili) sono leghe di ferro caratterizzate, oltre alle proprietà meccaniche tipiche degli acciai al carbonio, da una notevole resistenza alla corrosione, specie in aria umida o in acqua dolce.
Tale capacità di resistere alla corrosione è dovuta alla presenza di elementi di lega, principalmente cromo, in grado di passivarsi, cioè di ricoprirsi di uno strato di ossidi sottile e aderente, praticamente invisibile, di spessore pari a pochi strati atomici (dell'ordine dei 3-5 × 10−7 mm), che protegge il metallo, o la lega, sottostante dall'azione degli agenti chimici esterni.
Gli acciai inossidabili sono caratterizzati da un tenore di carbonio generalmente inferiore al 1,2%. Il contenuto minimo di cromo "libero", ossia non combinato con il carbonio, si aggira tra l'11-12% per poter avere formazione dello strato di ossido "passivante" continuo, protettivo nei confronti dalla corrosione. Il cromo nella lega, infatti, combinandosi con il carbonio, può formare carburi di cromo, che limitano la disponibilità di tali elemento di lega a formare ossidi e, quindi, di passivarsi.
Elettrodi per la saldatura degli acciai inossidabili del tipo 18/8 rivestimento rutil-basico Il deposito austenitico-ferritico a tenore di ferrite a basso contenuto di C (0,03 max) Salda a contatto con fusione dolce, elettrodo verticale, arco corto e scoria facilmente asportabile. Rivestimento studiato per assorbire il meno possibile di umidità. La temperatura di servizio va da -196°C a + 350°C
Indicato per tutti i lavori di carpenteria di inossidabile, tubazioni, condotte, scambiatori. | Detta anche saldatura puntuale (spot welding in inglese) o chiodi di saldatura, spesso realizzata tramite saldatrici ad induzione, è un tipo di saldatura a resistenza e consiste nel far combaciare le parti di materiale da saldare e nel comprimere i due pezzi mediante una macchina. Successivamente, il passaggio di energia elettrica scalda i corpi da saldare fino ad arrivare al punto di fusione in meno di 15 secondi, unendo così i due materiali da un chiodo interno particolarmente resistente che dura nel tempo. Questo genere di saldatura è adottata in molti centri di presagomatura per rendere staffe doppie prodotte in un unico passaggio più rigide e quindi maneggiabili
Spot e puntatrice DECA SW100
Regola automaticamente i parametri di saldatura in base all'utensile selezionato e allo spessore da saldare. Lo strumento digitale permette la regolazione dei parametri passo-passo. Il tasto "STORE" memorizza i parametri di saldatura.
Saldatrice multifunzione a resistenza.
- "MICROPROCESSORE" per la gestione dei parametri di saldatura
- a) REGOLAZIONE SINERGICA Regola automaticamente i parametri di saldatura in base all’utensile selezionato ed allo spessore da saldare.
- b) Regolazione personalizzabile del tempo e della corrente di lavoro.
- c) Strumento digitale per la regolazione fine.
- d) Utilizzo contemporaneo di una pinza puntatrice ed uno studder allo scopo eliminare i tempi di cambio utensile.
- "PULSE" Puntatura a punto singolo e punto singolo pulsato per lamiere ad alto limite di snervamento e lamiere zincate.
- "SURE SPOT" La Compensazione automatica assicura l’uniformità di tutti i punti di saldatura.
- Dotazione
- Pinza pneumatica con bracci da 120mm
- Pistola studder
- Carrello
- Braccio reggi cavi
|


















Recensioni
Ancora non ci sono recensioni.