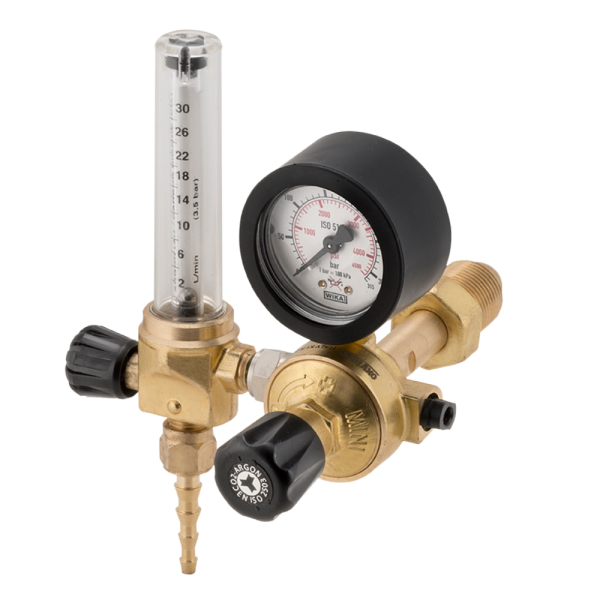
| Content | RIDUTTORE OXYTURBO MINI ARGON/CO₂ CON FLUSSOMETRO - TESTATI FINO A 300 BAR
Il Riduttore Oxyturbo Mini Argon/CO₂ con flussometro risponde in modo eccellente alle necessità dei saldatori esigenti e dei tecnici che cercano un controllo immediato del gas. Infatti, lo strumento è ideale per chi opera quotidianamente con riduttori di pressione per bombole ricaricabili in processi in cui la stabilità del flusso è fondamentale. Nella saldatura a filo o TIG, in particolare, la gestione accurata della portata rappresenta un fattore critico. Di conseguenza, anche la minima fluttuazione può compromettere la qualità del cordone. Proprio per ovviare a questo problema, la presente versione è dotata di un flussometro a taratura fissa a 3,5 bar accoppiato a una scala di regolazione 0-30 l/min. Questo componente è particolarmente indicato per lavori in cui la misurazione della portata richiede una maggiore immediatezza e un'assoluta precisione nella lettura visiva.
Sotto il profilo della sicurezza, il dispositivo vanta una robustezza strutturale di altissimo livello. Al fine di proteggere l'operatore e garantire la massima affidabilità, l'intero corpo del riduttore è accuratamente testato fino a 300 bar di pressione complessiva. Questo livello di resistenza previene qualsiasi cedimento strutturale dovuto a picchi improvvisi d'ingresso dalla bombola ricaricabile. In questo modo si impedisce che il sovraccarico danneggi le tubazioni o comprometta la sensibilità degli organi interni di regolazione.
Inoltre, lo strumento mantiene gli ingombri straordinariamente contenuti tipici della serie mini. Questa caratteristica lo rende la scelta d'elezione per gli equipaggiamenti mobili, le officine compatte e gli interventi di manutenzione che richiedono rapidità di spostamento. Nonostante la compattezza, l'integrità del sistema di misurazione è salvaguardata in modo impeccabile. Il dispositivo è infatti fornito completo di cuffia di protezione sul manometro. Questa speciale protezione in gomma ad alta densità avvolge il quadrante, azzerando il rischio di rotture accidentali del vetro o disallineamenti della lancetta causati da urti da officina. Infine, la connessione in uscita è affidata a un raccordo portagomma fisso PG D6.5mm, che assicura un innesto rapido e a perfetta tenuta stagna del tubo gas verso la saldatrice.
SPECIFICHE TECNICHE:
NB: Le immagini e le informazioni tecniche riportate nella presente descrizione sono a scopo puramente illustrativo e potrebbero contenere imprecisioni.
Visualizza la SCHEDA TECNICA | La saldatura MIG (Metal-arc Inert Gas) o MAG (Metal-arc Active Gas) (l'unica differenza fra le due è il gas che viene usato per la protezione del bagno di saldatura), indicate entrambe nella terminologia AWS come GMAW (Gas Metal Arc Welding) l procedimento di saldatura MIG/MAG è un procedimento a filo continuo in cui la protezione del bagno di saldatura è assicurata da un gas di copertura, che fluisce dalla torcia sul pezzo da saldare. Il fatto che sia un procedimento a filo continuo garantisce un'elevata produttività al procedimento stesso, e contemporaneamente la presenza di gas permette di operare senza scoria (entrambe queste caratteristiche aumentano l'economicità del procedimento nei confronti della saldatura a elettrodo)
Il gas di protezione ha la funzione di impedire il contatto del bagno di fusione con l'atmosfera, quindi deve essere portato sul bagno di fusione direttamente dalla torcia. Inizialmente il procedimento prevedeva solo l'uso di Argon (gas inerte), quindi veniva usato solo per la saldatura di acciai inossidabili austenitici, dato il costo elevato del gas di protezione. Successivamente si vide che l'aggiunta di un gas ossidante (inizialmente Ossigeno e, successivamente, Anidride carbonica) non solo permetteva una protezione analoga, ma aveva effetti favorevoli sul trasferimento di metallo dal filo al bagno di fusione, quindi si diffuse la tecnica MAG, che utilizza un gas attivo per la protezione ed il procedimento fu esteso anche alla saldatura di acciai al carbonio.
I gas di protezione inerti più utilizzati sono Ar ed He, entrambi sono gas monoatomici inerti, ma, mentre l'Ar è più pesante dell'aria, quindi stagna sul bagno di fusione, garantendo una maggiore protezione, l'He è più leggero dell'aria, quindi fornisce una protezione minore, tuttavia, avendo una conduttività termica circa 10 volte quella dell'Ar, permette una penetrazione della saldatura maggiore. Per questo motivo l'utilizzo di He è limitato a giunti di elevato spessore o a materiali aventi elevata conducibilità termica (Cu o Al).
Invece i gas attivi sono generalmente miscele di Ar e CO2, con l'anidride carbonica che, in casi estremi, sostituisce l'Ar (comunque raramente viene usata in percentuale superiore al 25%). La presenza di CO2 aumenta la stabilità di posizionamento dell'arco su materiali ferromagnetici (acciai al carbonio o bassolegati). Inoltre la presenza di gas attivo permette una maggiore penetrazione del giunto. D'altra parte la presenza di CO2 provoca un aumento della corrente necessaria per avere un trasferimento di metallo a spruzzo fra il filo ed il bagno, aumenta gli schizzi (spatter) e diminuisce la stabilità elettrica dell'arco. Quindi per poter usare gas attivi con trasferimento a spruzzo, generalmente si utilizza una corrente pulsata, cioè una corrente che presenta picchi di intensità di durata e frequenza prestabilite, per avere un'immissione di energia continua, ma il distacco della goccia metallica solo durante la fase ad alta intensità di corrente.
Saldatrice Decamig 520 SD - Simple Weld Series
- Sistema di autoregolazione della velocità del filo
- Dotata di tecnologia sinergica digitale SIMPLE WELD
- Per la saldatura del filo acciaio, alluminio, MG e Si, CuSi3/CuAI (MIG BRAZING) da utilizzare sui nuovi acciai duri HSS, EHS, UHS, ACCIAIO BORO.
- Interruttore ON/OFF per poter spegnere la macchina senza muovere le regolazioni di potenza
- Protezione termostatica
1) Selezione tipo di filo
Fe / Al / CuSi3 / Flux
2) Selezione diametro filo
0,6 - 1,0
3) Selezione tipo di gas <> Argon / Argon CO2 / CO2
4) Selezione modalità di saldatura:
2 tempi (2T) / 4 tempi (4T)
5) Selezione modalità di saldatura:
Manuale / Sinergica
6) Selezione modalità di saldatura:
Continua / Spot (puntatura) / Stitch (tratteggio)
7) Accesso al sottomenu:
Burn Back / Rampa Soft Start / Tempo di pausa per la modalità stitch
8) Regolazione fine della velocità del filo (+/- 20%) impostato dalla sinergia
Regolazione della velocità del filo in posizione manuale
9) Amperometro / Voltmetro digitale
| L'anidride carbonica (nota anche come biossido di carbonio o più correttamente diossido di carbonio) è un ossidoacido (anidride) formato da un atomo di carbonio legato a due atomi di ossigeno.
Il diossido di carbonio solido è noto anche come ghiaccio secco e in questa forma ha densità corrisponde a 1562 kg/m³. Il diossido di carbonio può essere però liquefatto sottoponendolo ad alte pressioni a temperatura inferiore ai 31 °C e in questa forma ha una densità di 1022 kg/mcubo
Il diossido di carbonio viene prodotto principalmente a partire dai seguenti processi:[12] - come prodotto secondario da impianti di produzione di ammoniaca e idrogeno, in cui il metano è convertito in diossido di carbonio;
- da combustione di petrolio e carbone fossile; e soprattutto da centrali termoelettriche e da autoveicoli;
- come sottoprodotto della fermentazione;
- da decomposizione termica di CaCO3;
- come sottoprodotto della produzione di fosfato di sodio;
- direttamente dai pozzi naturali di diossido di carbonio.
In un'atmosfera di biossido di carbonio il fuoco si spegne, per questo alcuni tipi di estintore contengono biossido di carbonio liquido sotto pressione a 73 atmosfere. Anche i giubbotti salvagente spesso contengono capsule di biossido di carbonio liquido, usate per ottenere un rapido gonfiaggio in caso di emergenza. Acqua gassata, ottenuta tramite l'aggiunta di anidride carbonica. Le acque minerali frizzanti e le bibite gassate devono la loro effervescenza all'aggiunta di biossido di carbonio. Alcune bibite, tra cui la birra e i vini frizzanti contengono biossido di carbonio come conseguenza della fermentazione che hanno subito. Ancora, è il biossido di carbonio che fa lievitare gli impasti; molti lieviti, naturali o chimici, sviluppano biossido di carbonio per fermentazione o per reazione chimica. L'Anidride Carbonica per industria alimentare nel confezionamento alimentare, nella gasatura, nella concimazione e fertilizzazione delle serre, per trasporti refrigerati, permette di ottenere notevoli benefici:
- Prodotti freschi con caratteristiche organolettiche superiori
- Maggiore durata nel tempo della confezione
- Maggiori volumi produttivi per il migliorato stoccaggio
- Riduzione di perdite di prodotto dovute a scarti
- minori costi di produzione
- Maggiore capacità di estensione distributiva territoriale
| Detta anche saldatura puntuale (spot welding in inglese) o chiodi di saldatura, spesso realizzata tramite saldatrici ad induzione, è un tipo di saldatura a resistenza e consiste nel far combaciare le parti di materiale da saldare e nel comprimere i due pezzi mediante una macchina. Successivamente, il passaggio di energia elettrica scalda i corpi da saldare fino ad arrivare al punto di fusione in meno di 15 secondi, unendo così i due materiali da un chiodo interno particolarmente resistente che dura nel tempo. Questo genere di saldatura è adottata in molti centri di presagomatura per rendere staffe doppie prodotte in un unico passaggio più rigide e quindi maneggiabili
Lo spot Deca SW 22 ha un assorbimento di corrente contenuto, ed alimentazione Monofase 230 V
Semplice il pannello delle regolazioni dei parametri di puntatura, di potenza, e del durata del tempo del punto sul pezzo da puntare, con un selettore che definisce se dobbiamo dare un punto singolo, oppure inserire il pulsato continuo per i piccoli spessori.È fornito del termico di protezione.
La regolazione della potenza è regolabile da 400 a 2200 ampere
Dimensioni mm 320 x 181 x 265 con un peso di circa 20 Kg
Saldatrice a resistenza.
- MICROPROCESSORE: per la gestione dei parametri di saldatura
- Regolazione potenza e tempo di saldatura
- Selettore punto singolo, pulsato e continuo
- Tabella parametri saldatura
- Indicatore protezione termica
- Pistola con attacco rapido
|
Cos’è l’acciaio inossidabile?
lega ferrosa con contenuti di cromo ≥ 10,5% e di carbonio ≤ 1,2% necessari per costituire, a contatto dell’ossigeno dell’aria o dell’acqua, uno strato superfi- ciale sottilissimo e trasparente in grado di resistere alla corrosione e denominato “strato passivato”.
Principali famiglie
Ossigeno
Strato superficiale “passivato”
Massa di acciaio inossidabile
Austenitico:
Ferritico: Martensitico: Duplex:
ferro-cromo-nichel, carbonio < 0,1% (p.e. il tipo 1.4301/304, noto come 18/8; 18/10) non magnetico allo stato di fornitura; > 65% dell’uso mondiale di acciaio inossidabile ferro-cromo, carbonio < 0,1%, magneticoferro-cromo, carbonio > 0,1%, magnetico e temprabile ferro-cromo-nichel, a struttura mista austeno-ferritica, magnetico
Principali proprietà
Resistenza alla corrosione – aspetto estetico – resistenza al calore – basso costo di manutenzione – riciclabile – biologicamente neutro – facilità di fabbricazione e pulizia – rapporto resistenza/peso
Gli acciai inox (o acciai inossidabili) sono leghe di ferro caratterizzate, oltre alle proprietà meccaniche tipiche degli acciai al carbonio, da una notevole resistenza alla corrosione, specie in aria umida o in acqua dolce.
Tale capacità di resistere alla corrosione è dovuta alla presenza di elementi di lega, principalmente cromo, in grado di passivarsi, cioè di ricoprirsi di uno strato di ossidi sottile e aderente, praticamente invisibile, di spessore pari a pochi strati atomici (dell'ordine dei 3-5 × 10−7 mm), che protegge il metallo, o la lega, sottostante dall'azione degli agenti chimici esterni.
Gli acciai inossidabili sono caratterizzati da un tenore di carbonio generalmente inferiore al 1,2%. Il contenuto minimo di cromo "libero", ossia non combinato con il carbonio, si aggira tra l'11-12% per poter avere formazione dello strato di ossido "passivante" continuo, protettivo nei confronti dalla corrosione. Il cromo nella lega, infatti, combinandosi con il carbonio, può formare carburi di cromo, che limitano la disponibilità di tali elemento di lega a formare ossidi e, quindi, di passivarsi.
Elettrodi per la saldatura degli acciai inossidabili del tipo 18/8 rivestimento rutil-basico Il deposito austenitico-ferritico a tenore di ferrite a basso contenuto di C (0,03 max) Salda a contatto con fusione dolce, elettrodo verticale, arco corto e scoria facilmente asportabile. Rivestimento studiato per assorbire il meno possibile di umidità. La temperatura di servizio va da -196°C a + 350°C
Indicato per tutti i lavori di carpenteria di inossidabile, tubazioni, condotte, scambiatori. | La saldatura MIG (Metal-arc Inert Gas) o MAG (Metal-arc Active Gas) (l'unica differenza fra le due è il gas che viene usato per la protezione del bagno di saldatura), indicate entrambe nella terminologia AWS come GMAW (Gas Metal Arc Welding) l procedimento di saldatura MIG/MAG è un procedimento a filo continuo in cui la protezione del bagno di saldatura è assicurata da un gas di copertura, che fluisce dalla torcia sul pezzo da saldare. Il fatto che sia un procedimento a filo continuo garantisce un'elevata produttività al procedimento stesso, e contemporaneamente la presenza di gas permette di operare senza scoria (entrambe queste caratteristiche aumentano l'economicità del procedimento nei confronti della saldatura a elettrodo)
Il gas di protezione ha la funzione di impedire il contatto del bagno di fusione con l'atmosfera, quindi deve essere portato sul bagno di fusione direttamente dalla torcia. Inizialmente il procedimento prevedeva solo l'uso di Argon (gas inerte), quindi veniva usato solo per la saldatura di acciai inossidabili austenitici, dato il costo elevato del gas di protezione. Successivamente si vide che l'aggiunta di un gas ossidante (inizialmente Ossigeno e, successivamente, Anidride carbonica) non solo permetteva una protezione analoga, ma aveva effetti favorevoli sul trasferimento di metallo dal filo al bagno di fusione, quindi si diffuse la tecnica MAG, che utilizza un gas attivo per la protezione ed il procedimento fu esteso anche alla saldatura di acciai al carbonio.
I gas di protezione inerti più utilizzati sono Ar ed He, entrambi sono gas monoatomici inerti, ma, mentre l'Ar è più pesante dell'aria, quindi stagna sul bagno di fusione, garantendo una maggiore protezione, l'He è più leggero dell'aria, quindi fornisce una protezione minore, tuttavia, avendo una conduttività termica circa 10 volte quella dell'Ar, permette una penetrazione della saldatura maggiore. Per questo motivo l'utilizzo di He è limitato a giunti di elevato spessore o a materiali aventi elevata conducibilità termica (Cu o Al).
Invece i gas attivi sono generalmente miscele di Ar e CO2, con l'anidride carbonica che, in casi estremi, sostituisce l'Ar (comunque raramente viene usata in percentuale superiore al 25%). La presenza di CO2 aumenta la stabilità di posizionamento dell'arco su materiali ferromagnetici (acciai al carbonio o bassolegati). Inoltre la presenza di gas attivo permette una maggiore penetrazione del giunto. D'altra parte la presenza di CO2 provoca un aumento della corrente necessaria per avere un trasferimento di metallo a spruzzo fra il filo ed il bagno, aumenta gli schizzi (spatter) e diminuisce la stabilità elettrica dell'arco. Quindi per poter usare gas attivi con trasferimento a spruzzo, generalmente si utilizza una corrente pulsata, cioè una corrente che presenta picchi di intensità di durata e frequenza prestabilite, per avere un'immissione di energia continua, ma il distacco della goccia metallica solo durante la fase ad alta intensità di corrente.
Saldatrice a filo Decamig 525 TD - Simple Weld Series
- Sistema di autoregolazione della velocità del filo
- Dotata di tecnologia sinergica digitale SIMPLE WELD
- Per la saldatura del filo acciaio, alluminio, MG e Si, CuSi3/CuAI (MIG BRAZING) da utilizzare sui nuovi acciai duri HSS, EHS, UHS, ACCIAIO BORO.
- Interruttore ON/OFF per poter spegnere la macchina senza muovere le regolazioni di potenza
- Protezione termostatica
Caratteristiche (vedi foto)
1) Selezione tipo di filo
Fe / Al / CuSi3 / Flux
2) Selezione diametro filo
0,6 - 1,0
3) Selezione tipo di gas <> Argon / Argon CO2 / CO2
4) Selezione modalità di saldatura:
2 tempi (2T) / 4 tempi (4T)
5) Selezione modalità di saldatura:
Manuale / Sinergica
6) Selezione modalità di saldatura:
Continua / Spot (puntatura) / Stitch (tratteggio)
7) Accesso al sottomenu:
Burn Back / Rampa Soft Start / Tempo di pausa per la modalità stitch
8) Regolazione fine della velocità del filo (+/- 20%) impostato dalla sinergia
Regolazione della velocità del filo in posizione manuale
9) Amperometro / Voltmetro digitale
|

















Recensioni
Ancora non ci sono recensioni.