| Description | Il riduttore Oxyturbo Maxysmart Argon C/Manopola e Cuffia + 2 Flux rappresenta la soluzione professionale ideale per ottimizzare i tempi e raddoppiare la produttività in officina. Costruito rigorosamente in Classe K 1 per gestire in totale sicurezza bombole fino a 200 bar, questo dispositivo si distingue per la presenza di due flussometri indipendenti. Di conseguenza, il sistema è perfetto per eseguire saldatura e purga TIG simultanee, alimentando due linee autonome da una singola bombola. Vanta una fluida manopola di regolazione 0-4 barper un controllo millimetrico del gas e una robusta cuffia di protezione che preserva i componenti dagli urti. Nonostante la doppia erogazione e le uscite G1/4, il riduttore mantiene un design compatto dal peso di solo 1 kg, unendo massima flessibilità e leggerezza sul campo. | ACCIAIO INOX CON RIVESTIMENTO RUTIL-BASICO
Consultaci per email alla sezione informazioni - "l'esperto risponde" per qualsiasi dubbio tecnico.
Il prezzo indicato si riferisce al pacco da Kg.2 | Per la saldatura del filo acciaio, alluminio, MG e Si, CuSi3/CuAI
Alimentazione trifase 230/400 V | Ossigeno industriale in pacchi da 16 bombole per il taglio Laser
Fornitori di gas industriali, Tecnici ed alimentari per Roma e Provincia | Ideale per lamiera Alluminio e zincata, ottone, acciaio inox
Il modello SW15 è un generatore in corrente continua DC adatto per lavori di puntatura, di fissaggio di perni da 3 a 8 mm soprattutto su carrozzerie in alluminio.
Monofase | Saldatrice a resistenza pulsata
Controllo elettronico a Tyristori
Alimentazione Monofase |
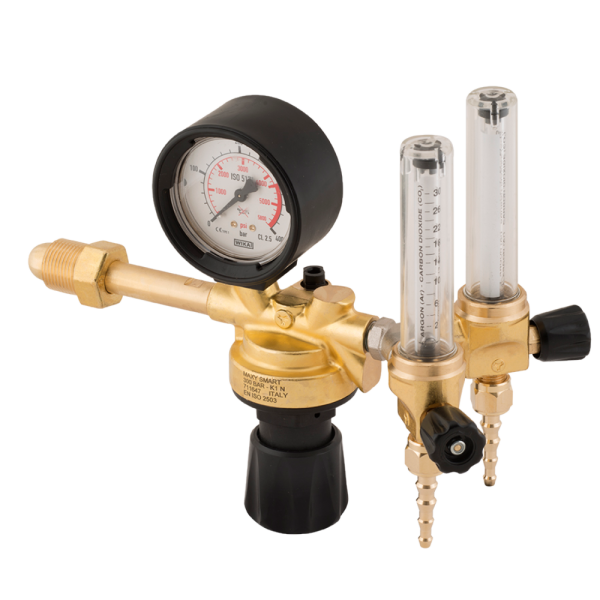
| Content | RIDUTTORE DI PRESSIONE OXYTURBO MAXYSMART ARGON C/MANOPOLA E CUFFIA + 2 FLUX
Il riduttore Oxyturbo Maxysmart Argon C/Manopola e Cuffia + 2 Flux rappresenta la massima espressione di versatilità per i reparti di saldatura avanzati.
Questo riduttore di pressione è concepito specificamente per ottimizzare le lavorazioni TIG e MIG che richiedono un impiego massiccio di Argon puro o miscele pregiate. Infatti, la gestione separata dei flussi è fondamentale quando si desidera alimentare una torcia di saldatura e, contemporaneamente, un sistema di saldatura posteriore per l'insuflaggio del gas di purga. Di conseguenza, l'integrazione di due linee di dosaggio su un unico corpo risolve brillantemente questa necessità logistica.
Per quanto riguarda i componenti di controllo, il dispositivo monta due flussometri a colonna affiancati. Questi consentono di gestire in totale autonomia due erogazioni differenti, lavorando anche con due saldatrici separate collegate alla stessa bombola ricaricabile. Allo stesso tempo, la taratura della pressione di linea avviene tramite l'ergonomica manopola di regolazione della pressione. Il range operativo spazia da 0 a 4 bar, garantendo una modulazione finissima del fluido. Inoltre, per massimizzare la precisione di lettura sulla scala graduata, è necessario operare con la manopola completamente avvitata.
Oltre a ciò, la stabilità d'erogazione è garantita dai rigorosi standard della Classe K 1. Anche durante i prelievi simultanei da entrambi i flussometri, il flusso gassoso non subisce fastidiose oscillazioni termiche o cadute di portata. Per questa ragione, il riduttore è perfetto per sostenere sessioni di saldatura industriali e continuative su bombole ricaricabili fino a 200 bar. In aggiunta, la scocca include una cuffia di protezione rinforzata che avvolge i manometri. Questa barriera protegge i componenti fragili da urti laterali o cadute fortuite in d'officina.
Infine, le due uscite indipendenti adottano la filettatura standard G1/4. Questo passo permette l'allaccio istantaneo e privo di perdite di due linee gas separate, massimizzando l'ordine intorno alla postazione di lavoro. Pertanto, l'officina abbatte i costi fissi legati al noleggio dei parchi bombole. Nonostante la ricca dotazione tecnologica, il peso effettivo si attesta su un solo 1 kg. Di conseguenza, il montaggio e il trasporto risultano estremamente agevoli per qualsiasi operatore.
Vantaggi Operativi
L'operatore incrementa drasticamente la qualità delle saldature su tubazioni o scatolati inox grazie al doppio flusso indipendente. Per di più, è possibile saldare con la torcia principale usando il primo flussometro e proteggere il retro del giunto con il secondo. In questo modo, si elimina definitivamente il rischio di "fioritura" della saldatura senza raddoppiare le bombole in postazione. Tuttavia, la robustezza garantita dalla cuffia di protezione assicura una continuità operativa totale. Di conseguenza, si ottimizzano i tempi di consegna e si incrementa la redditività.
CARATTERISTICHE TECNICHE
- Linea: MaxySmart
- Produttore: Oxyturbo
- Codice Prodotto: 246800.98
- Gas di utilizzo: Argon / Miscele per lavorazioni speciali e purga
- Configurazione: C/Manopola e Cuffia + 2 Flussometri indipendenti
- Pressione massima d'ingresso (P1): 200 bar
- Pressione di esercizio in uscita (P2): 0-4 bar
- Classe di regolazione K: 1
- Sistemi di protezione: Cuffia protettiva rinforzata e doppia regolazione
- Filettatura d'uscita: Doppia connessione standard G1/4
- Peso effettivo: 1 kg
NB: Le immagini e le informazioni tecniche riportate nella presente descrizione sono a scopo puramente illustrativo e potrebbero contenere imprecisioni. |
Cos’è l’acciaio inossidabile?
lega ferrosa con contenuti di cromo ≥ 10,5% e di carbonio ≤ 1,2% necessari per costituire, a contatto dell’ossigeno dell’aria o dell’acqua, uno strato superfi- ciale sottilissimo e trasparente in grado di resistere alla corrosione e denominato “strato passivato”.
Principali famiglie
Ossigeno
Strato superficiale “passivato”
Massa di acciaio inossidabile
Austenitico:
Ferritico: Martensitico: Duplex:
ferro-cromo-nichel, carbonio < 0,1% (p.e. il tipo 1.4301/304, noto come 18/8; 18/10) non magnetico allo stato di fornitura; > 65% dell’uso mondiale di acciaio inossidabile ferro-cromo, carbonio < 0,1%, magneticoferro-cromo, carbonio > 0,1%, magnetico e temprabile ferro-cromo-nichel, a struttura mista austeno-ferritica, magnetico
Principali proprietà
Resistenza alla corrosione – aspetto estetico – resistenza al calore – basso costo di manutenzione – riciclabile – biologicamente neutro – facilità di fabbricazione e pulizia – rapporto resistenza/peso
Gli acciai inox (o acciai inossidabili) sono leghe di ferro caratterizzate, oltre alle proprietà meccaniche tipiche degli acciai al carbonio, da una notevole resistenza alla corrosione, specie in aria umida o in acqua dolce.
Tale capacità di resistere alla corrosione è dovuta alla presenza di elementi di lega, principalmente cromo, in grado di passivarsi, cioè di ricoprirsi di uno strato di ossidi sottile e aderente, praticamente invisibile, di spessore pari a pochi strati atomici (dell'ordine dei 3-5 × 10−7 mm), che protegge il metallo, o la lega, sottostante dall'azione degli agenti chimici esterni.
Gli acciai inossidabili sono caratterizzati da un tenore di carbonio generalmente inferiore al 1,2%. Il contenuto minimo di cromo "libero", ossia non combinato con il carbonio, si aggira tra l'11-12% per poter avere formazione dello strato di ossido "passivante" continuo, protettivo nei confronti dalla corrosione. Il cromo nella lega, infatti, combinandosi con il carbonio, può formare carburi di cromo, che limitano la disponibilità di tali elemento di lega a formare ossidi e, quindi, di passivarsi.
Elettrodi per la saldatura degli acciai inossidabili del tipo 18/8 rivestimento rutil-basico Il deposito austenitico-ferritico a tenore di ferrite a basso contenuto di C (0,03 max) Salda a contatto con fusione dolce, elettrodo verticale, arco corto e scoria facilmente asportabile. Rivestimento studiato per assorbire il meno possibile di umidità. La temperatura di servizio va da -196°C a + 350°C
Indicato per tutti i lavori di carpenteria di inossidabile, tubazioni, condotte, scambiatori. | La saldatura MIG (Metal-arc Inert Gas) o MAG (Metal-arc Active Gas) (l'unica differenza fra le due è il gas che viene usato per la protezione del bagno di saldatura), indicate entrambe nella terminologia AWS come GMAW (Gas Metal Arc Welding) l procedimento di saldatura MIG/MAG è un procedimento a filo continuo in cui la protezione del bagno di saldatura è assicurata da un gas di copertura, che fluisce dalla torcia sul pezzo da saldare. Il fatto che sia un procedimento a filo continuo garantisce un'elevata produttività al procedimento stesso, e contemporaneamente la presenza di gas permette di operare senza scoria (entrambe queste caratteristiche aumentano l'economicità del procedimento nei confronti della saldatura a elettrodo)
Il gas di protezione ha la funzione di impedire il contatto del bagno di fusione con l'atmosfera, quindi deve essere portato sul bagno di fusione direttamente dalla torcia. Inizialmente il procedimento prevedeva solo l'uso di Argon (gas inerte), quindi veniva usato solo per la saldatura di acciai inossidabili austenitici, dato il costo elevato del gas di protezione. Successivamente si vide che l'aggiunta di un gas ossidante (inizialmente Ossigeno e, successivamente, Anidride carbonica) non solo permetteva una protezione analoga, ma aveva effetti favorevoli sul trasferimento di metallo dal filo al bagno di fusione, quindi si diffuse la tecnica MAG, che utilizza un gas attivo per la protezione ed il procedimento fu esteso anche alla saldatura di acciai al carbonio.
I gas di protezione inerti più utilizzati sono Ar ed He, entrambi sono gas monoatomici inerti, ma, mentre l'Ar è più pesante dell'aria, quindi stagna sul bagno di fusione, garantendo una maggiore protezione, l'He è più leggero dell'aria, quindi fornisce una protezione minore, tuttavia, avendo una conduttività termica circa 10 volte quella dell'Ar, permette una penetrazione della saldatura maggiore. Per questo motivo l'utilizzo di He è limitato a giunti di elevato spessore o a materiali aventi elevata conducibilità termica (Cu o Al).
Invece i gas attivi sono generalmente miscele di Ar e CO2, con l'anidride carbonica che, in casi estremi, sostituisce l'Ar (comunque raramente viene usata in percentuale superiore al 25%). La presenza di CO2 aumenta la stabilità di posizionamento dell'arco su materiali ferromagnetici (acciai al carbonio o bassolegati). Inoltre la presenza di gas attivo permette una maggiore penetrazione del giunto. D'altra parte la presenza di CO2 provoca un aumento della corrente necessaria per avere un trasferimento di metallo a spruzzo fra il filo ed il bagno, aumenta gli schizzi (spatter) e diminuisce la stabilità elettrica dell'arco. Quindi per poter usare gas attivi con trasferimento a spruzzo, generalmente si utilizza una corrente pulsata, cioè una corrente che presenta picchi di intensità di durata e frequenza prestabilite, per avere un'immissione di energia continua, ma il distacco della goccia metallica solo durante la fase ad alta intensità di corrente.
Saldatrice a filo Decamig 525 TD - Simple Weld Series
- Sistema di autoregolazione della velocità del filo
- Dotata di tecnologia sinergica digitale SIMPLE WELD
- Per la saldatura del filo acciaio, alluminio, MG e Si, CuSi3/CuAI (MIG BRAZING) da utilizzare sui nuovi acciai duri HSS, EHS, UHS, ACCIAIO BORO.
- Interruttore ON/OFF per poter spegnere la macchina senza muovere le regolazioni di potenza
- Protezione termostatica
Caratteristiche (vedi foto)
1) Selezione tipo di filo
Fe / Al / CuSi3 / Flux
2) Selezione diametro filo
0,6 - 1,0
3) Selezione tipo di gas <> Argon / Argon CO2 / CO2
4) Selezione modalità di saldatura:
2 tempi (2T) / 4 tempi (4T)
5) Selezione modalità di saldatura:
Manuale / Sinergica
6) Selezione modalità di saldatura:
Continua / Spot (puntatura) / Stitch (tratteggio)
7) Accesso al sottomenu:
Burn Back / Rampa Soft Start / Tempo di pausa per la modalità stitch
8) Regolazione fine della velocità del filo (+/- 20%) impostato dalla sinergia
Regolazione della velocità del filo in posizione manuale
9) Amperometro / Voltmetro digitale
| | Detta anche saldatura puntuale (spot welding in inglese) o chiodi di saldatura, spesso realizzata tramite saldatrici ad induzione, è un tipo di saldatura a resistenza e consiste nel far combaciare le parti di materiale da saldare e nel comprimere i due pezzi mediante una macchina. Successivamente, il passaggio di energia elettrica scalda i corpi da saldare fino ad arrivare al punto di fusione in meno di 15 secondi, unendo così i due materiali da un chiodo interno particolarmente resistente che dura nel tempo. Questo genere di saldatura è adottata in molti centri di presagomatura per rendere staffe doppie prodotte in un unico passaggio più rigide e quindi maneggiabili
SPOT INVERTER DECA SW 15 ALLUMINIO
- Il modello SW15 è un generatore in corrente continua DC adatto per lavori di puntatura, di fissaggio di perni da 3 a 8 mm soprattutto su carrozzerie in alluminio.
- Progettato ad alto risparmio energetico
- Saldatura a scarica di condensatori
- Cambio tensione alimentazione 115 - 230 automatico
- Salda perni di diametro da 3 a 8 mm
- Adatto per carrozzieri, istallatori. manutentori, e settore termotecnica.
- Si può utilizzare su acciaio, acciaio inox, acciaio galvanizzato, ottone, alluminio.
- Non provvoca alcuna alterazione della superficie opposta anche se verniciata, plastificata o zincata.
- * Protezione motogeneratore +/- 15%
- Peso estremamente contenuto
| Detta anche saldatura puntuale (spot welding in inglese) o chiodi di saldatura, spesso realizzata tramite saldatrici ad induzione, è un tipo di saldatura a resistenza e consiste nel far combaciare le parti di materiale da saldare e nel comprimere i due pezzi mediante una macchina. Successivamente, il passaggio di energia elettrica scalda i corpi da saldare fino ad arrivare al punto di fusione in meno di 15 secondi, unendo così i due materiali da un chiodo interno particolarmente resistente che dura nel tempo. Questo genere di saldatura è adottata in molti centri di presagomatura per rendere staffe doppie prodotte in un unico passaggio più rigide e quindi maneggiabili
Lo spot Deca SW 22 ha un assorbimento di corrente contenuto, ed alimentazione Monofase 230 V
Semplice il pannello delle regolazioni dei parametri di puntatura, di potenza, e del durata del tempo del punto sul pezzo da puntare, con un selettore che definisce se dobbiamo dare un punto singolo, oppure inserire il pulsato continuo per i piccoli spessori.È fornito del termico di protezione.
La regolazione della potenza è regolabile da 400 a 2200 ampere
Dimensioni mm 320 x 181 x 265 con un peso di circa 20 Kg
Saldatrice a resistenza.
- MICROPROCESSORE: per la gestione dei parametri di saldatura
- Regolazione potenza e tempo di saldatura
- Selettore punto singolo, pulsato e continuo
- Tabella parametri saldatura
- Indicatore protezione termica
- Pistola con attacco rapido
|




















Recensioni
Ancora non ci sono recensioni.